Převážně se jedná o požadavky na zvýšení povrchového napětí v souvislosti se zvýšením adheze následné vrstvy jako např. lepidlo, nátěr, potisk. Aktivaci je možné provést v nízkotlakém plazmatu dávkovým systémem várek o více kusech nebo atmosférickým plazmatem při využití tzv. atmosférické trysky pro kontinuální výrobní procesy.
Využití v následujících oblastech: automobilový, strojní, textilní, balírenský průmysl, výrobky pro medicínské účely, elektrotechnický průmysl a další.
Některé typy zpracovaných materiálů:
Příklady povrchových úprav různých typů materiálů plazmovým výbojem:
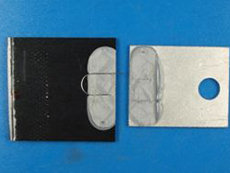
- Zvýšení povrchového napětí krycího víčka před lepením
Vnitřní povrch víček je aktivován v nízkotlaké plazmové aparatuře v dávkovém systému. Součástky jsou v pravidelných termínech dodávány k předúpravě tak, aby byly připraveny k vyzvednutí v předem dohodnutém termínu. Kvalita dodávky je kontrolována ve stanovených intervalech. Po úpravě dochází ke zvýšení povrchového napětí z 30 mN/m na více jak 44 mN/m. (Zjišťování povrchového napětí viz sekce Měřící metody – Smáčivost povrchu 3-D objektů)